Dernière révision 30 mai 2026
L'équilibrage dynamique de A à Z : le guide complet pour éliminer les vibrations et le balourd
Chaque année, jusqu'à 30 % des défaillances d'équipements industriels sont causées par les vibrations. Dans 9 cas sur 10, la cause profonde est le balourd du rotor. C'est un ennemi invisible qui détruit lentement mais sûrement les machines de l'intérieur : de l'usure prématurée des roulements jusqu'aux défaillances catastrophiques et aux arrêts d'urgence.
Le balourd n'est pas un défaut mineur mais une menace sérieuse pour tout équipement tournant. Ignorer le problème entraîne des conséquences ruineuses : jusqu'à 80 % des défaillances de roulements sont causées par le balourd ou le désalignement, la surconsommation d'énergie peut atteindre 10 à 25 %, et le coût des arrêts d'urgence non planifiés se chiffre en centaines de milliers d'euros.
Ce que vous apprendrez dans ce guide :
- La nature physique du balourd et les raisons de son apparition
- Les types de balourd et la manière de corriger chacun d'eux
- Quand et pourquoi l'équilibrage est nécessaire
- Les méthodes et équipements d'équilibrage modernes
- Les degrés de qualité d'équilibrage et les normes ISO
- L'argument économique en faveur d'un équilibrage effectué à temps
- Comment commander correctement un service d'équilibrage
Chapitre 1 : Qu'est-ce que le balourd — la racine du problème ?
Une explication simple
Le balourd est un état dans lequel la masse d'une pièce tournante est répartie de manière inégale par rapport à l'axe de rotation. Plus simplement, le centre de masse du rotor ne coïncide pas avec son axe géométrique.
Une analogie du quotidien : Pensez à la façon dont une machine à laver « saute » pendant l'essorage lorsque le linge se rassemble d'un côté. Ou à la façon dont le volant d'une voiture vibre à vitesse élevée lorsqu'une roue n'a pas été équilibrée après un changement de pneu. Dans les deux cas, le coupable est la répartition inégale de la masse autour de l'axe de rotation. Exactement la même chose se produit dans les rotors industriels — le métal est plus lourd à un endroit, et lorsqu'il tourne, cela produit un faux-rond.

Fig. 1. Rotor et forces centrifuges : dans un rotor parfaitement équilibré, les forces F1 et F2 s'annulent, mais une masse asymétrique (en rouge) crée la force non compensée F3
La force du balourd en action : Un balourd de seulement 10 grammes sur un rotor de ventilateur de 1 mètre de diamètre, tournant à 1 500 tr/min, génère une force cyclique équivalente à environ 12,5 kgf ! C'est comme si un marteau de 12,5 kg frappait les roulements 25 fois par seconde.
Idéalement, la masse d'un rotor devrait être symétrique par rapport à l'axe de rotation. Les forces centrifuges qui naissent lors de la rotation s'annulent alors mutuellement et il n'y a pratiquement aucune vibration. Mais dès qu'une petite asymétrie apparaît (usure inégale, accumulation de saletés, défaut de fabrication), une force centrifuge non compensée se produit pendant la rotation, et cela provoque des vibrations.
Types de balourd
Le balourd peut prendre plusieurs formes. On distingue trois types fondamentaux :
Balourd statique (sur un seul plan)
Il se produit lorsque le centre de masse du rotor est déplacé parallèlement à l'axe de rotation. On peut se le représenter comme un unique « point lourd » sur le rotor. Même à l'arrêt, posé sur des supports horizontaux, un tel rotor roulera toujours de sorte que le côté lourd se retrouve en bas.
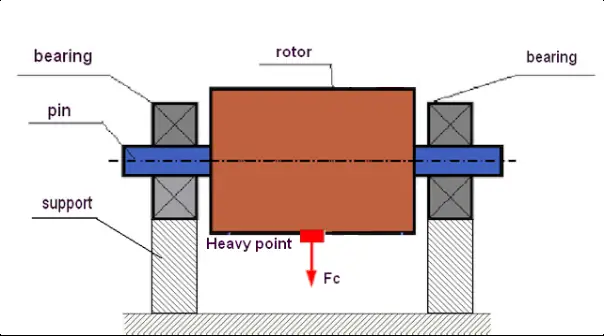
Fig. 2. Balourd statique : le « point lourd » roule toujours vers le bas sous l'effet de la gravité
Le balourd statique est typique des rotors étroits en forme de disque (meules, poulies minces, hélices de ventilateur étroites). Il est relativement simple à corriger — en posant une seule masse de correction sur un plan, diamétralement opposée au « point lourd ».
Balourd de couple (moment)
Un cas plus complexe. Il survient lorsque deux masses non compensées égales se situent sur des plans différents le long du rotor, décalées de 180°. À l'arrêt, un tel rotor est équilibré — il n'a pas de « point lourd » unique et ne roulera pas de lui-même.
Lors de la rotation, cependant, ces deux masses créent un couple (un moment) qui fait « basculer » ou « osciller » vigoureusement le rotor. La correction du balourd de couple nécessite une correction de masse sur au moins deux plans.
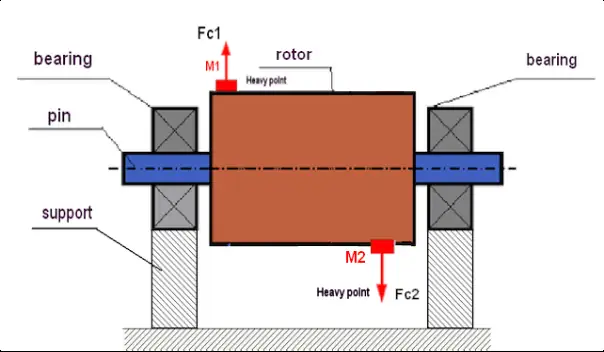
Fig. 3. Balourd dynamique (de couple) d'un rotor : les masses inégales M1 et M2 créent un couple de forces centrifuges F1 et F2 qui font « basculer » le rotor
Balourd dynamique
C'est le cas le plus général et, dans la pratique, le plus courant. Le balourd dynamique est une combinaison de balourd statique et de balourd de couple. Il ne se manifeste que pendant la rotation et constitue la principale cause de vibration dans la plupart des rotors industriels.
La correction du balourd dynamique nécessite toujours une correction de masse sur au moins deux plans (équilibrage sur deux plans). C'est pourquoi l'équilibrage dynamique professionnel est réalisé avec des instruments spécialisés capables de mesurer les vibrations en plusieurs points simultanément.
Les causes du balourd
Le balourd peut être soit « inhérent » (défauts de fabrication), soit « acquis » au cours de l'utilisation. Comprendre les causes aide non seulement à corriger le balourd présent mais aussi à empêcher sa réapparition.
Défauts de fabrication (inhérents)
Ils apparaissent au stade de production d'un composant :
- Imprécisions de coulée ou d'usinage : épaisseur de paroi inégale, alésages décentrés, erreurs de tournage
- Inhomogénéité du matériau : porosité d'une pièce coulée, inclusions et cavités dans le métal créent une répartition inégale de la densité
- Erreurs d'assemblage : lorsqu'un rotor est constitué de plusieurs pièces (disques, pales, moyeu), les tolérances s'additionnent et produisent un balourd
Lors de la mise en service d'un équipement, il existe un risque de balourd « inhérent » dû aux défauts d'usine. Pour cette raison, les équipements critiques (rotors de pompe et de ventilateur, vilebrequins) sont de préférence équilibrés avant l'installation ou immédiatement après l'assemblage.
Défauts d'exploitation (acquis)
Ils apparaissent pendant le fonctionnement de l'équipement et constituent la cause la plus fréquente de balourd :
- Usure inégale : les surfaces de travail s'usent à des rythmes différents — pales de ventilateur, marteaux de concasseur, couteaux de coupe. L'usure abrasive, l'érosion et les dommages mécaniques créent tous une asymétrie
- Déformation : un arbre déformé par une surchauffe, un choc ou une surcharge. Des fixations desserrées qui laissent le rotor « se déplacer » et se déformer en service
- Accumulation de matière : poussière, saleté et matière de process s'accumulent sur les pales du ventilateur. Sur les rotors de concasseur, la matière traitée adhère. Même une petite accumulation inégale à grand rayon crée un balourd important
- Corrosion : la corrosion chimique et l'érosion par gouttelettes dues à l'infiltration de liquide créent des piqûres et une perte de masse inégale
- Perte de composants : la perte soudaine d'une aube de turbine, d'une dent d'engrenage ou d'un marteau de concasseur entraîne un balourd sévère et brutal
Le balourd « acquis » s'accumule progressivement au cours du service. Cela fait du diagnostic vibratoire régulier et de l'équilibrage planifié une partie essentielle de la maintenance.
Défauts induits par la réparation
Ils apparaissent après que des réparations ont été effectuées :
- Assemblage de mauvaise qualité : montage incorrect des pièces, non-respect des procédures d'assemblage
- Fixations asymétriques : remplacement de pales, batteurs ou marteaux individuels sans rééquilibrer l'ensemble
- Erreurs de soudage : dépôt de soudure inégal, cordons de soudure de masse différente
- Montage négligent : le rotor monté de travers lors de son installation sur l'arbre
Toute intervention majeure sur la construction d'un rotor lors d'une réparation (remplacement de pièces, soudage, tournage) comporte un risque élevé de balourd « induit par la réparation » et exige un rééquilibrage obligatoire ensuite.
Les conséquences d'un balourd ignoré
Ignorer même un petit balourd entraîne une cascade de conséquences destructrices :
Les dangers du balourd :
- Usure accélérée des roulements : jusqu'à 80 % des défaillances de roulements sont causées par des problèmes d'équilibrage ou d'alignement. La durée de vie peut passer de plusieurs années à quelques mois
- Fissures dans la structure : une vibration constante provoque la fatigue du métal, entraînant des fissures dans le bâti et la fondation ainsi que le desserrage des boulons de fixation
- Surconsommation d'énergie de 10 à 25 % : une part considérable de l'énergie n'est pas consacrée au travail utile mais à « secouer » la machine
- Qualité du produit réduite : la vibration a un impact négatif sur le processus de fabrication
- Arrêt d'urgence : le balourd finit par entraîner une défaillance soudaine et l'arrêt de toute une ligne de production
- Risques pour la sécurité : bruit accru, fatigue de l'opérateur et risque de détachement de pièces tournantes
Comment identifier la cause d'une vibration : guide du diagnostic vibratoire
Chapitre 2 : L'équilibrage dynamique — la solution moderne
L'équilibrage dynamique est le processus de suppression du balourd d'une pièce tournante, réalisé avec le rotor en rotation (dans son régime de travail). Contrairement à l'équilibrage statique, qui se fait sans rotation, l'équilibrage dynamique permet de corriger à la fois le balourd statique (un centre de masse décalé) et le balourd de couple (une répartition inégale de la masse sur la longueur du rotor).
Comment ça marche : 5 étapes
L'équilibrage dynamique professionnel se déroule en plusieurs étapes :
- Mesure de la vibration : des capteurs très sensibles (accéléromètres) mesurent l'amplitude et la phase de la vibration au niveau des paliers
- Localisation du « point lourd » : un instrument spécialisé (un analyseur-équilibreur de vibrations) analyse le signal et détermine exactement où se situe la masse non compensée sur le rotor
- Calcul des masses de correction : à partir des données obtenues, la masse exacte et la position angulaire de la masse de correction (ou de plusieurs masses, pour l'équilibrage sur deux plans) sont calculées automatiquement
- Pose/retrait des masses : les masses de correction sont fixées au rotor (par soudage ou avec des vis), ou inversement la masse excédentaire est retirée (par perçage)
- Contrôle de vérification : après la pose des masses, la vibration est mesurée à nouveau pour confirmer que le niveau a été réduit dans les limites admissibles
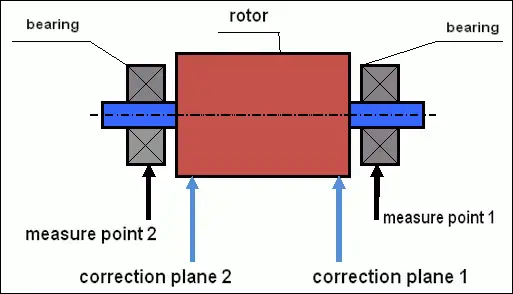
Fig. 4. Schéma de l'équilibrage dynamique : les capteurs de vibration sont montés sur les supports aux points 1 et 2, et les masses de correction sont posées sur les deux plans de correction
Services de diagnostic vibratoire et d'équilibrage
Nous réalisons des diagnostics vibratoires et identifions les causes des vibrations élevées de vos équipements
Nous contacterChapitre 3 : Quels équipements nécessitent un équilibrage ?
Presque tout composant tournant peut nécessiter un équilibrage. Voici les principaux objets sur lesquels les spécialistes interviennent :
3.1. Ventilateurs et ventilateurs de fumées
Les ventilateurs industriels sont particulièrement sujets au balourd. En service, la poussière, la saleté et la matière de process s'accumulent sur les pales de l'hélice, déplaçant le centre de masse. Une usure inégale des pales, une déformation et la corrosion sont également possibles.
Après l'équilibrage d'un ventilateur de tirage induit dans une usine de béton préfabriqué, une économie annuelle d'électricité d'environ 7 000 € a été obtenue et la durée de vie des roulements est passée de 4 mois à 2 ans.
Plus de détails : 5 causes de vibration des ventilateurs industriels et comment les éliminer
3.2. Moteurs électriques et générateurs
Les rotors de moteurs électriques et les induits de générateurs comptent parmi les objets les plus courants pour l'équilibrage. Après le rebobinage d'un enroulement de moteur, l'équilibrage du rotor est obligatoire, car le rebobinage peut modifier la répartition de la masse. Même un petit balourd à grande vitesse (3 000 tr/min) génère des forces vibratoires importantes.
Points particuliers lors de l'équilibrage des moteurs électriques :
- L'induit est souvent équilibré en ensemble avec le collecteur
- Le degré de qualité d'équilibrage requis est généralement G2.5 - G6.3
- Après le rebobinage, un balourd mécanique et magnétique sont tous deux possibles
- L'équilibrage en atelier est préféré pour la précision
Plus de détails : équilibrage de l'induit d'un moteur électrique après rebobinage et réparation
3.3. Pompes et compresseurs
Les roues de pompe, les rotors de turbine et les roues de compresseur sont des équipements critiques pour de nombreuses industries. Le balourd d'une roue de pompe crée non seulement des vibrations mais aussi d'autres problèmes :
- Défaillance prématurée des garnitures mécaniques : la vibration provoque un faux-rond de l'arbre, qui détruit la garniture et entraîne des fuites
- Cavitation : un fonctionnement instable causé par la vibration peut aggraver les effets de cavitation
- Usure accrue des roulements : particulièrement critique pour les pompes à haute pression
Lors de la réparation d'une pompe industrielle, chaque roue doit être équilibrée — en atelier (si elle est démontée) ou sur site (une fois assemblée). Une approche combinée est souvent utilisée : la roue est d'abord équilibrée seule, puis le rotor de pompe entièrement assemblé est rééquilibré dans son état assemblé.
Plus de détails : équilibrage des pompes et prolongation de la durée de vie des garnitures
3.4. Machines agricoles
Batteurs de moissonneuses-batteuses, rotors de broyeurs de paille, fléaux, arbres de broyeurs et faucheuses rotatives. En agriculture, une machine qui tombe en panne en pleine période de semis ou de récolte signifie non seulement un arrêt mais des pertes directes dues à une récolte perdue.
Plus de détails : équilibrage des machines agricoles pour la fiabilité tout au long de la saison
Chapitre 4 : Deux approches principales : en atelier ou sur site ?
Il existe deux façons fondamentales d'effectuer les travaux d'équilibrage, chacune avec ses propres avantages et son domaine d'application.
Équilibrage en atelier (sur machine)
Le rotor (ou l'arbre, ou la roue) est retiré de la machine et monté sur une machine à équilibrer dédiée. La machine fait tourner le rotor jusqu'à la vitesse requise et mesure le balourd. Les machines à équilibrer modernes sont pilotées par ordinateur — elles calculent la grandeur et la position angulaire des masses nécessaires pour supprimer le balourd.
Avantages : grande précision d'équilibrage pour un composant individuel, possibilité d'effectuer des travaux de réparation associés (tournage, soudage) et conditions d'atelier contrôlées.
Inconvénients : elle nécessite un démontage complet, le transport et le remontage ultérieur du composant, ce qui augmente considérablement le temps d'arrêt de l'équipement. Elle ne tient pas non plus compte de l'influence des systèmes couplés : supports, roulements et fondation.
Équilibrage in situ (sur site)
L'équilibrage est réalisé directement sur l'équipement du client, dans ses propres roulements, sans retirer le rotor. À l'aide d'un système portable de mesure de vibration et d'un tachymètre laser, l'ingénieur équilibre l'unité à sa vitesse de travail, là où elle est installée.
Avantages : temps d'arrêt minimal (le travail ne prend souvent que quelques heures) et économies substantielles sur le démontage et le remontage. Le principal avantage est que l'ensemble du système est équilibré en tant qu'assemblage, en tenant compte des conditions de fonctionnement réelles.
Inconvénients : un accès au rotor est nécessaire pour poser les masses de correction, et il doit être possible de démarrer et d'arrêter l'unité plusieurs fois.
Une comparaison détaillée : équilibrage in situ ou en atelier — lequel choisir ?
Chapitre 5 : Degrés de qualité d'équilibrage et normes ISO
La qualité de l'équilibrage est évaluée par rapport à des normes internationales. Le document clé est l'ISO 21940-11 (anciennement ISO 1940-1), qui définit les degrés de qualité d'équilibrage (désignés par la lettre G).
Qu'est-ce qu'un degré G ?
Le degré définit le balourd résiduel admissible après équilibrage. Plus le nombre G est faible, plus l'exigence de précision est stricte. Chaque type d'équipement a son degré recommandé :
| Degré G | Type d'équipement | Exemples |
|---|---|---|
| G16 | Équilibrage grossier | Concasseurs, machines agricoles, arbres de transmission |
| G6.3 | Qualité industrielle standard | Ventilateurs, pompes, moteurs électriques |
| G2.5 | Qualité supérieure | Turbines, compresseurs, broches de machines-outils |
| G1.0 | Équilibrage de précision | Broches de machines-outils |
| G0.4 | Équilibrage de ultra-précision | Broches de rectifieuses de précision |
Un guide détaillé : les degrés de qualité d'équilibrage selon l'ISO 21940-11 avec formules de calcul
Chapitre 6 : Pourquoi l'équilibrage est un investissement, pas une dépense
Le coût de l'équilibrage d'un rotor ou d'un arbre est incomparablement inférieur au coût des arrêts et des réparations entraînés par la mise hors service d'un équipement à cause des vibrations. En équilibrant les machines à temps, vous économisez sur le remplacement des roulements, les réparations de carter et les arrêts de production non planifiés.
Économies directes de l'équilibrage :
- Coûts de roulements réduits de 70 à 80 % : un équilibrage effectué à temps prolonge plusieurs fois la durée de vie des roulements
- Économies d'énergie de 10 à 25 % : un équipement équilibré consomme moins d'énergie car il ne gaspille pas de puissance en vibrations
- Prévention des arrêts coûteux : l'arrêt d'urgence d'une ligne de production peut coûter des centaines de milliers d'euros par jour
- Durée de vie de l'équipement augmentée de 2 à 3× : pas de vibration signifie pas de dommages de fatigue au métal
Étude de cas : une usine de béton préfabriqué
Équipement : le ventilateur de tirage induit d'une chaudière
Problème : vibration élevée, avec des roulements remplacés tous les 4 mois
Solution : équilibrage dynamique de l'hélice sur site
Résultat :
- Économie d'électricité : environ 7 000 €/an
- Durée de vie des roulements : passée de 4 mois à 2 ans
- ROI (retour sur investissement) : 1,5 mois
Le calcul complet : l'effet économique de l'équilibrage avec des cas réels
Un centre d'équilibrage professionnel : ce qui compte
L'équilibrage n'est pas une simple procédure technique mais un travail responsable qui exige compétence et expérience. En le confiant à des professionnels, vous obtenez la garantie d'un résultat de qualité.
Les recommandations des spécialistes en matière d'équilibrage
Suivre ces recommandations vous aidera à tirer le maximum de bénéfices de l'équilibrage et à prolonger la durée de vie de vos équipements.
Questions fréquentes
Quand les rotors doivent-ils être équilibrés ?
L'équilibrage est nécessaire dès que les niveaux de vibration augmentent, après toute réparation de pièces tournantes, après le remplacement de composants du rotor, et également de façon périodique dans le cadre de la maintenance planifiée (généralement une fois tous les 1 à 2 ans pour les équipements critiques).
Peut-on équilibrer un équipement sans le démonter ?
Oui. C'est ce que l'on appelle l'équilibrage in situ ou sur site. À l'aide d'instruments portables, un spécialiste peut équilibrer le rotor là où il est installé, sans le retirer de la machine. Cette approche permet d'économiser à la fois du temps et le coût du démontage.
Combien coûte l'équilibrage ?
Le prix dépend du poids du rotor, de la complexité de l'équipement et de la méthode d'équilibrage. À titre indicatif : petits rotors (jusqu'à 100 kg) — à partir de 150-250 EUR, moyens (100-1000 kg) — à partir de 250-500 EUR, grands (plus de 1000 kg) — à partir de 500 EUR.
Équilibrage et diagnostic vibratoire
Des instruments pour faire le travail vous-même et les services de nos spécialistes
L'instrument Balanset-1A
Un instrument d'équilibrage universel pour tous les types de rotor
Acheter l'instrument